The three principal machining processes are classified as turning, drilling and milling. Other operations falling into miscellaneous categories include shaping, planing, boring, broaching and sawing.[5]
- Turning operations are operations that rotate the workpiece as the primary method of moving metal against the cutting tool. Lathes are the principal machine tool used in turning.
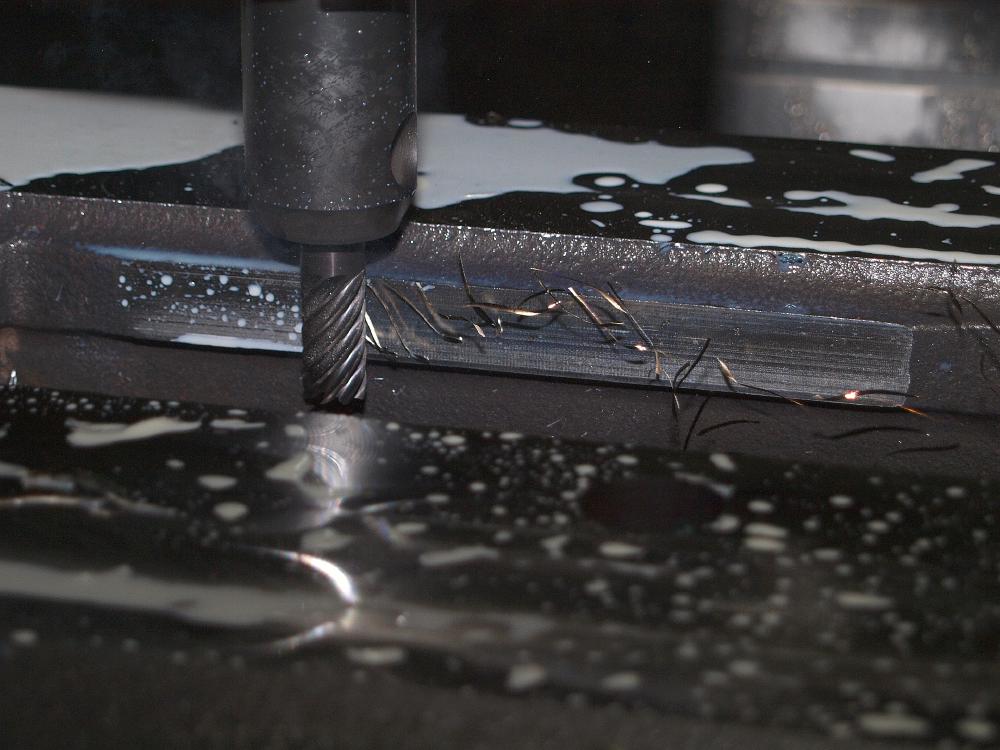
- Milling operations are operations in which the cutting tool rotates to bring cutting edges to bear against the workpiece. Milling machines are the principal machine tool used in milling.
- Drilling operations are operations in which holes are produced or refined by bringing a rotating cutter with cutting edges at the lower extremity into contact with the workpiece. Drilling operations are done primarily in drill presses but sometimes on lathes or mills.
- Miscellaneous operations are operations that strictly speaking may not be machining operations in that they may not be swarf producing operations but these operations are performed at a typical machine tool. Burnishing is an example of a miscellaneous operation. Burnishing produces no swarf but can be performed at a lathe, mill, or drill press.
An unfinished workpiece requiring machining will need to have some material cut away to create a finished product. A finished product would be a workpiece that meets the specifications set out for that workpiece by engineering drawings or blueprints. For example, a workpiece may be required to have a specific outside diameter. A lathe is a machine tool that can be used to create that diameter by rotating a metal workpiece, so that a cutting tool can cut metal away, creating a smooth, round surface matching the required diameter and surface finish. A drill can be used to remove metal in the shape of a cylindrical hole. Other tools that may be used for various types of metal removal are milling machines, saws, and grinding machines. Many of these same techniques are used in woodworking.